

一.什么是走刀路線(xiàn)
走刀路線(xiàn)是指加工過(guò)程中刀具(嚴(yán)格說(shuō)是刀位點(diǎn))相對(duì)于被加工零件的運(yùn)動(dòng)軌跡。即刀具從對(duì)刀點(diǎn)(或機(jī)床原點(diǎn))開(kāi)始運(yùn)動(dòng)起,直至返回該點(diǎn)并結(jié)束加工程序所經(jīng)過(guò)的路徑,包括切削加工的路徑及刀具引入、返回等非切削空行程。只有選擇正確的走刀路線(xiàn),才可以保證工件表面加工后的粗糙度要求。以下便是為大家整理的關(guān)于走刀路線(xiàn)的幾個(gè)知識(shí):
二.確定走刀路線(xiàn)的基本原則
1.先粗后精原則
即粗加工——半精加工——精加工順序,粗加工時(shí)應(yīng)充分發(fā)揮機(jī)床的性能和刀具切削性能,快速切除工件大部分加工余量、盡可能減少走刀次數(shù),縮短粗加工的時(shí)間;精加工時(shí)要注意保證加工件的精度和表面質(zhì)量。
2.先近后遠(yuǎn)、先面后孔原則
先近后遠(yuǎn)不僅可以縮短刀具移動(dòng)距離,減少空刀時(shí)間,還有利于保持加工件的剛性。而先面后孔是因?yàn)殂娖矫鏁r(shí)候切削力較大,導(dǎo)致加工件容易發(fā)生變形情況,可以在銑平面后等待其變形后恢復(fù)再鍵孔,有利于保證孔的加工精度。若先孔后面的話(huà),就會(huì)發(fā)生孔口出現(xiàn)毛刺飛邊的情況,后續(xù)會(huì)影響孔的裝配。
3.先內(nèi)后外、內(nèi)外交叉原則
加工順序:內(nèi)表面粗加工——外表面粗加工——內(nèi)表面精加工——外表面精加工,以保證加工件的精度和表面質(zhì)量。
4.刀具調(diào)用次數(shù)減少原則
即同一把刀具盡可能的加工完工件上所有要用該刀具加工的每個(gè)部位后,再換第二把刀具加工其他部位,避免同一把刀具多次調(diào)用安裝,減少換刀時(shí)間,壓縮空刀時(shí)間。
5.走刀路線(xiàn)最短原則
在保證加工質(zhì)量的前提下,使加工程序進(jìn)行最短的走刀路線(xiàn),若能合理選擇起刀點(diǎn)和換刀點(diǎn),合理安排各路徑空刀的銜接,不僅能節(jié)省加工時(shí)間,還可以減少一些不必要的刀具磨損和其他的耗能。
三.走刀路線(xiàn)的設(shè)計(jì)
1.最好準(zhǔn)備已經(jīng)擬定好加工路線(xiàn)的工件工序簡(jiǎn)圖,包括刀具進(jìn)退的路線(xiàn),不僅可以為編程帶來(lái)不少方便,最重要是可以保證加工件的精度和表面粗糙度。
2.工件輪廓表面加工應(yīng)安排最后一刀連續(xù)加工以保證加工后的粗糙度要求。
3.使用最短加工路線(xiàn),減少空刀時(shí)間,提高加工效率。
4.采用方便數(shù)值計(jì)算,以減少編程的工作量。
5.刀具的進(jìn)退路線(xiàn)(也稱(chēng)切入切出路線(xiàn))合理規(guī)劃:
①外輪廓銑削
進(jìn)給路線(xiàn)時(shí)應(yīng)沿著外輪廓的沿長(zhǎng)線(xiàn)切入,盡量避免中途停頓,以免因切削力突然變化而造成彈性變形,導(dǎo)致表面產(chǎn)生劃傷、形狀突變和滯留刀痕等情況。
②內(nèi)輪廓銑削
刀具切入、切出不允許外延,所以刀具的切入點(diǎn)和切出點(diǎn)盡量選在內(nèi)輪廓曲線(xiàn)幾何元素的交點(diǎn)處或者以圓弧切向進(jìn)刀。
③圓弧插補(bǔ)銑削整圓
整圓加工完畢后,不要在切點(diǎn)處直接切出,最好讓刀具沿著切線(xiàn)方向再運(yùn)動(dòng)一段距離,避免在取消刀具補(bǔ)償時(shí)刀具與工件表面發(fā)生的碰撞出現(xiàn)工件報(bào)廢情況。
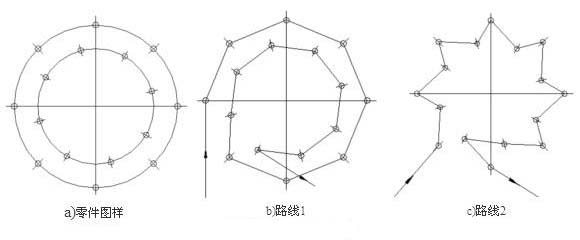
最短走刀路線(xiàn)的設(shè)計(jì)
其實(shí)除了以上整理的知識(shí),在現(xiàn)實(shí)操作中,還額外注意刀具是否符合吃刀量、主軸轉(zhuǎn)數(shù)、刀具進(jìn)給速度、避免因干涉而導(dǎo)致的撞刀等等因素。選擇合理的走刀路線(xiàn)才能保證加工件的精度和表面質(zhì)量!
 微信二維碼
微信二維碼